Способ сварки высокочастотных сварных труб
2025-07-28
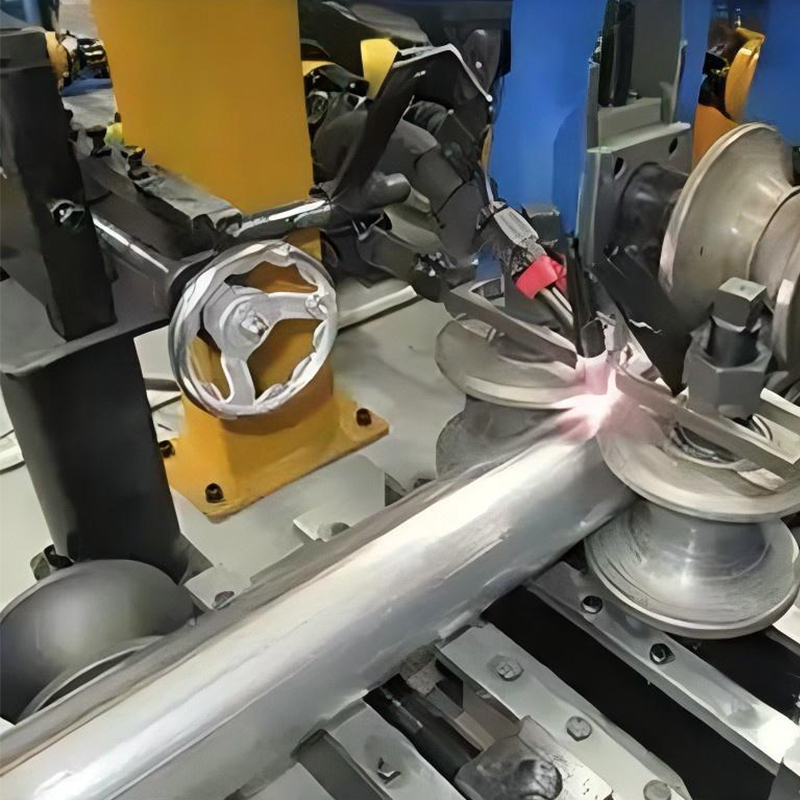
Поставщики высокочастотных сварных труб указывают, что высокочастотная сварка в основном использует эффект скин-слоя и эффект близости высокочастотного тока, чтобы текущая высота настройки находилась на свариваемом крае, что позволяет нагреть его до 1-2% от температуры сварки (1130-1350 °C), а затем под давлением сварных валков выполнить сварку под давлением.
Поставщики высокочастотных сварных труб указывают, что этот метод сварки имеет ряд преимуществ: Малая зона термического влияния сварки, быстрая скорость нагрева, значительное повышение скорости и качества сварки, возможность использования ленты в качестве заготовки без необходимости в кислотной очистке, взрывной очистке и обрезке. Сварка труб из легированной стали, высоколегированной стали и цветных металлов, значительное снижение удельного энергопотребления, возможность производства различных металлических сварных труб с помощью одного сварочного оборудования, для сварки различных металлов необходимо только соответствующим образом изменить мощность и скорость сварки.
Метод сварки с высоким горлом можно разделить на кондуктивную (контактную) и индукционную (индукционную сварку) в зависимости от способа подачи свариваемых деталей. Поставщики труб с высоким горлом указывают, что в случае кондуктивной сварки ток высокого напряжения передается через два контактных наконечника (электроды) 2 и 3 на трубу 1. Сварочный ток протекает по обеим сторонам наклонной поверхности трубы и образует точку слияния на обеих сторонах канавки, расположенной рядом с прижимным валиком 5. Направление тока на обеих сторонах наклонной поверхности трубы противоположно. Поставщики труб с высоким горлом указывают, что эффект соседства приводит к появлению поверхности в центре канавки в группе тока. Чем выше ток, тем больше тока собирается на поверхности. Электродом 4 увеличивается нагрев паза, поскольку он увеличивает индуктивное сопротивление тока, протекающего вокруг трубы. При использовании этого метода сварки контактные головки могут быть размещены на разном расстоянии от точки соединения (30-20 мм). Поставщики высокочастотных сварочных труб указывают, что при перемещении трубы контактная головка может скользить по верхней или нижней части свариваемого края. Размещение контактной головки на свариваемом крае является наиболее широко используемым решением, поскольку конструкция сварочного устройства может быть простой и надежной.
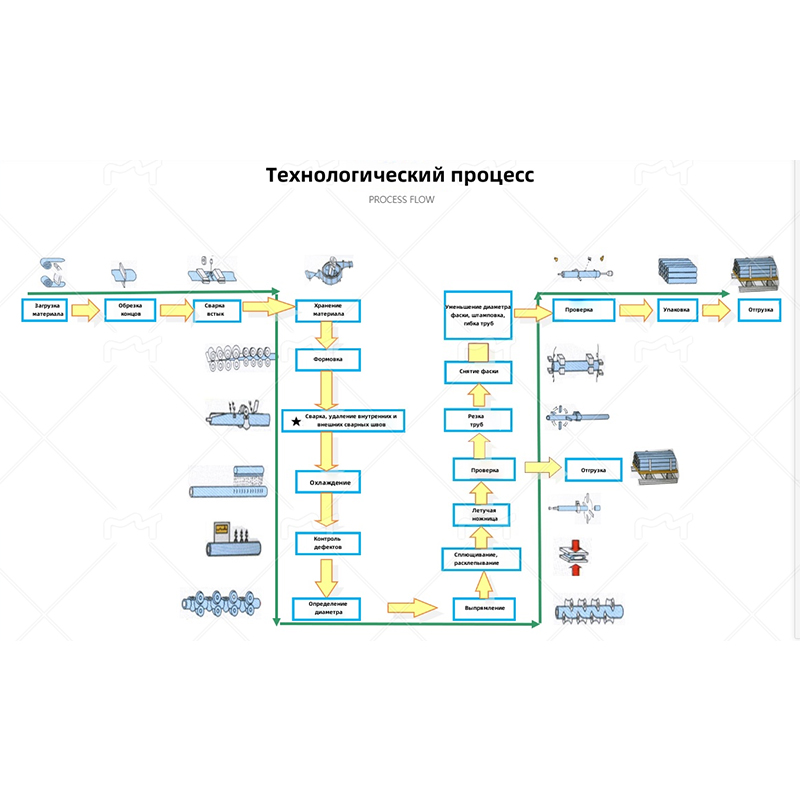
Выше приведено краткое описание методов производства и технологического процесса высококачественных сварных труб. Наша компания располагает передовым производственным оборудованием, совершенными технологиями изготовления и полным ассортиментом продукции. Основные виды продукции: сварные трубы, высокочастотные сварные трубы, горячекатаные рулоны, круглые трубы, квадратные трубы, прямоугольные трубы, фонарные столбы, столбы для уличного освещения. За десять лет благодаря совместным усилиям всех сотрудников мы завоевали доверие широкого круга клиентов благодаря высокому качеству нашей продукции. Если вы заинтересованы в покупке нашей продукции, пожалуйста, свяжитесь с нами по телефону.